
Misurazione e analisi dei difetti di pressofusione
La pressofusione sta diventando un metodo sempre più comune per la produzione di componenti automobilistici. Per far fronte a questa diffusione, sono necessarie misure rapide e valutazioni quantitative nei siti di produzione dei getti per individuare i difetti e le loro cause e migliorare la qualità e il tasso di rendimento.
Oltre alle cause e alle contromisure per i difetti di fusione, questa sezione introduce gli ultimi esempi di ispezione della pressofusione con il nuovo microscopio digitale 4K.

- Aumento della pressofusione nell’industria automobilistica
- Cause e contromisure dei difetti di fusione
- Ultimi esempi di ispezione di prodotti pressofusi
- Immagini zoomate che mantengono il target completamente a fuoco anche con un ingrandimento maggiore
- misurazione 3D della forma e del profilo di un foro di colata
- Immagine ad alto ingrandimento di un minuscolo foro di colata
- Osservazione manuale di uno stampo per pressofusione
- misurazione 3D della forma e del profilo delle cricche degli stampi di pressofusione
- Misurazione automatica dell'area e valutazione quantitativa di una superficie di colata
- Un singolo microscopio che cambia i siti di produzione della pressofusione
Aumento della pressofusione nell’industria automobilistica
La pressofusione è un metodo di fusione in cui il metallo fuso, come la lega di alluminio, la lega di zinco, la lega di magnesio e la lega di rame, viene versato in stampi di precisione ad alta pressione. Questo metodo viene utilizzato per vari prodotti grazie alla capacità di fornire un'eccellente precisione dimensionale, superfici di colata belle e lisce e un'elevata produttività.
Si dice che i componenti automobilistici rappresentino la maggior parte di tutti i prodotti pressofusi fabbricati.
In particolare, la pressofusione di leghe di alluminio è frequentemente utilizzata nei componenti automobilistici perché presenta una maggiore conducibilità elettrica/termica, resistenza alla corrosione e lavorabilità, nonché un peso inferiore e una maggiore resistenza rispetto alla pressofusione di leghe di zinco, ottenendo così prodotti a basso costo e ad alta efficienza di riciclo.
Le applicazioni automobilistiche comprendono blocchi cilindri, scatole di trasmissione e coperchi dei bilancieri. I prodotti pressofusi tradizionali contengono spesso gas, il che rende difficile il trattamento termico e la saldatura, per cui si dice che sia difficile applicare tali prodotti ai componenti della carrozzeria e del sottoscocca. Negli ultimi anni, tuttavia, metodi speciali di pressofusione, come la pressofusione a flusso laminare e la pressofusione ad alto vuoto, hanno portato all'applicazione della pressofusione in prodotti più complessi. Insieme a questa tendenza, sono aumentati anche i requisiti di funzionalità e qualità dei getti.
Cause e contromisure dei difetti di fusione
Nei processi di pressofusione di componenti automobilistici, è necessario prestare attenzione alla temperatura del metallo fuso e degli stampi, alla pressione durante il riempimento degli stampi e ai difetti di fusione causati da gas e aria contenuti nei metalli. I difetti di fusione comportano una minore resistenza e quindi incidono notevolmente sulla qualità della sicurezza delle automobili.
I difetti tipici che si verificano all'interno o sulla superficie della colata, come i fori di colata, e le loro cause e contromisure sono elencati nella tabella seguente.
| Difetto di fusione | Causa/stato | Contromisura |
|---|---|---|
| Foro di colata | Un foro generato dall'ingresso di aria o gas nel metallo fuso o un affondamento generato da un breve apporto di metallo fuso | Regolare la pressione di colata, cambiare il foro di sfiato, regolare la quantità di distaccante da applicare o modificare la posizione e le dimensioni del bocchello. |
| Ritiro | Depressione a seguito di un raffreddamento lento dovuto a uno stampo parzialmente surriscaldato | Regolare la temperatura dello stampo o riprogettare lo stampo. |
| Riempimento insufficiente (scarsa quantità di metallo fuso) | L'area vicina alla porta si raffredda troppo rapidamente per riempire l'intera cavità di metallo fuso. | Modificare la temperatura dello stampo, regolare la temperatura del metallo fuso o cambiare la posizione e le dimensioni del bocchello. |
| Giunto freddo (segno di saldatura) | Una bassa temperatura dello stampo e una bassa pressione di colata fanno sì che il metallo fuso si solidifichi prima che si distribuisca completamente nella coppia di semi-stampi, generando un segno sul punto di unione. | Aumentare la temperatura dello stampo, regolare la temperatura del metallo fuso e la velocità del pistone o modificare la posizione e grandezza del bocchello. |
| Cricca/deformazione | Un angolo di sformo insufficiente, un ritiro non uniforme o un’estrazione impropria (cricche a caldo durante la solidificazione e cricche a freddo nei processi di raffreddamento e nel corso del tempo) | Ridisegnare la forma o modificare la posizione di espulsione. |
| Strato di fusione spezzato | Uno strato di solidificazione generato nella camera di caricamento entra nella cavità e quindi viene inglobato nel getto. | Regolare la temperatura del metallo fuso e la velocità del pistone. |
| Segno di flusso | Una bassa temperatura dello stampo o una quantità eccessiva di distaccante | Aumentare la temperatura dello stampo e ridurre la quantità di distaccante. |
| Rigatura | Il getto aderiva allo stampo al momento dell'espulsione o angolo di sformo errato | Pulire sufficientemente la superficie dello stampo e fornire un angolo di sformo appropriato. |
| Grippaggio | Uno stampo parzialmente surriscaldato provoca l'adesione con il metallo fuso. | Modificare il tipo o il metodo di applicazione dell'agente di distacco dello stampo o riprogettare lo stampo. |
| Blister | Il gas compresso in prossimità della superficie si espande e provoca un rigonfiamento in superficie. | Adottare le stesse contromisure previste per i fori di colata e prolungare il tempo di raffreddamento dello stampo. |
| Decolorazione | La superficie della pressofusione viene decolorata da uno o più componenti del distaccante. | Cambiare l'agente. |
| Superficie ruvida | La superficie ruvida dello stampo viene trasferita direttamente sulla superficie della pressofusione. | Pulire e lucidare lo stampo. |
| Inclusioni dure | Una particella estranea dura entra nel metallo fuso causando, ad esempio, la rottura dell'utensile di rettifica nei processi a valle. | Filtrare il metallo fuso. |
Oltre alle cause sopra elencate, esistono diverse altre cause di difetti di fusione. Nella pressofusione, l'ispezione è importante per garantire la qualità. Aanalisi, misurazioni e valutazioni accurate sono necessarie, ad esempio, per i fori più piccoli, le cavità e la rugosità superficiale impropria, dal momento che influenzano la qualità.
Ultimi esempi di ispezione di prodotti pressofusi
Uno dei requisiti per la valutazione e l'analisi dei difetti dei fori e delle superfici di colata è l'osservazione ingrandita al microscopio. Tuttavia, dal momento che i prodotti pressofusi sono tridimensionali, tale osservazione comporta problemi quali il tempo e lo sforzo necessari per la regolazione della messa a fuoco, la difficoltà di osservazione e analisi e le variazioni nella valutazione dei difetti.
Questi fattori hanno portato a un aumento dell'osservazione ingrandita con i microscopi digitali. Il microscopio digitale 4K ad altissima definizione della Serie VHX di KEYENCE, completamente equipaggiato con tecnologie all'avanguardia, consente di acquisire chiaramente i fori e le superfici di colata nella pressofusione per consentire una valutazione quantitativa con un'efficienza di lavoro estremamente elevata.
Immagini zoomate che mantengono il target completamente a fuoco anche con un ingrandimento maggiore
I microscopi tradizionali richiedono tempo e risorse per sostituire le lenti, cambiare l'ingrandimento e regolare la messa a fuoco in base alle dimensioni e alla posizione dell'obiettivo da analizzare.
L'obiettivo ad alta risoluzione e il revolver motorizzato del microscopio digitale 4K della Serie VHX consentono lo zoom continuo, che cambia automaticamente l'ingrandimento tra 20x e 6000x senza dover sostituire l'obiettivo. Grazie all'utilizzo intuitivo del mouse o di una console, è possibile completare rapidamente una serie di attività in un'unica sessione. Queste attività vanno dall'osservazione con immagini ad alta risoluzione completamente a fuoco dell'intero target (utilizzando la composizione della profondità) alla valutazione quantitativa con la misurazione automatica dell'area e della forma/profilo 3D.



Rispetto all'immagine acquisita con un microscopio tradizionale, la Serie VHX offre un'immagine estremamente chiara, la misurazione automatica dell'area e la misurazione della forma/profilo 3D

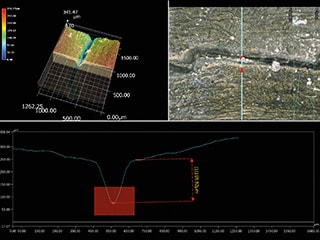
misurazione 3D della forma e del profilo di un foro di colata
Il microscopio digitale 4K della Serie VHX consente di misurare forme e profili 3D (forme trasversali 2D) utilizzando informazioni sull'altezza che non potrebbero essere ottenute con i microscopi tradizionali. Anche su una superficie pressofusa irregolare, è possibile riconoscere i fori di colata, i fori di soffiaggio e tutte le altre minime variazioni di forma della superficie grazie al display 3D che mette a fuoco l'intero target.

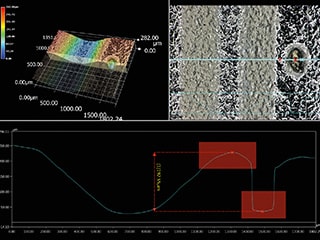
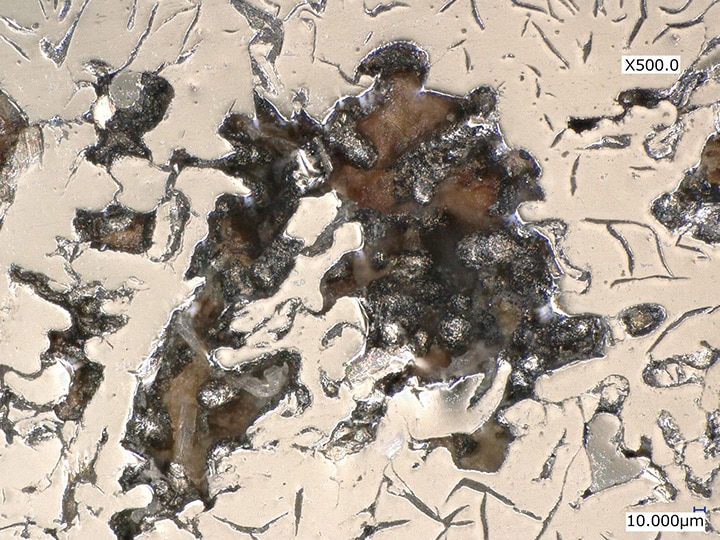
Immagine ad alto ingrandimento di un minuscolo foro di colata
I microscopi tradizionalmente utilizzati per l'osservazione dei fori di colata presentano problemi come l'insufficiente ingrandimento, la risoluzione e la regolazione della messa a fuoco.
Con il microscopio digitale 4K della Serie VHX, è possibile catturare anche i fori di colata più piccoli in modo chiaro e ad alto ingrandimento.
Osservazione manuale di uno stampo per pressofusione
I difetti di fusione non sono causati solo dalla temperatura del metallo fuso e dalla pressione, ma spesso anche dallo stato dello stampo. In particolare, difetti come superfici di colata ruvide sono spesso causati da minuscoli difetti estetici all'interno degli stampi, per cui anche l'ispezione degli stampi è indispensabile.
Tuttavia, dal momento che gli stampi di fusione per i componenti automobilistici sono generalmente di grandi dimensioni, non possono essere tagliati per essere osservati e analizzati con un microscopio. Inoltre, l'ispezione non distruttiva eseguita con un microscopio portatile tradizionale presenta il problema di una risoluzione insufficiente per le cricche più piccole.
Con il microscopio digitale 4K della Serie VHX, è possibile effettuare l'osservazione ingrandita di minuscole cricche e altre aree difettose sugli stampi grazie alle immagini 4K, anche utilizzando un obiettivo portatile.

misurazione 3D della forma e del profilo delle cricche degli stampi di pressofusione
Il microscopio digitale 4K della Serie VHX consente di visualizzare le forme in 3D e di misurare i profili, permettendo un'ispezione efficiente e quantitativa.

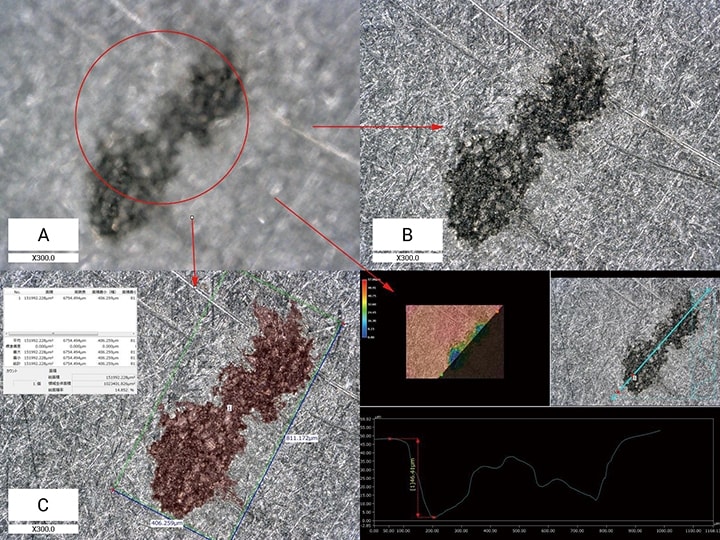
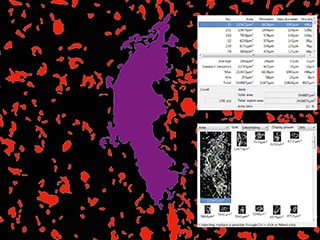
Misurazione automatica dell'area e valutazione quantitativa di una superficie di colata
Il microscopio digitale 4K della Serie VHX è anche un potente strumento per l'ispezione 2D di superfici di colata in 3D. Le funzioni di misurazione e conteggio automatico delle aree consentono di valutare quantitativamente le aree difettose sulle superfici di colata con un semplice utilizzo.
È possibile utilizzare queste funzioni per valutare quantitativamente difetti come le superfici ruvide. Un'unica unità VHX consente di completare l'osservazione, la misurazione e la creazione di report con un solo dispositivo.

Un singolo microscopio che cambia i siti di produzione della pressofusione
Il microscopio digitale 4K ad alta definizione della Serie VHX è in grado di supportare non solo una chiara osservazione ingrandita con immagini 4K ad alta risoluzione, ma anche misure automatiche e misure 2D/3D che non sono possibili con i microscopi tradizionali.
La Serie VHX può essere utilizzata per identificare rapidamente le cause dei difetti e prevenirne il ripetersi grazie alle sue funzioni che forniscono rapidamente immagini dettagliate e dati numerici di fori di colata, superfici di fusione ruvide e altri difetti nei siti di pressofusione. Grazie a queste funzioni, un singolo microscopio della Serie VHX diventa uno strumento indispensabile per migliorare la qualità e i tassi di rendimento in un contesto di espansione delle applicazioni dei prodotti pressofusi e dei loro crescenti requisiti funzionali.
Per ulteriori informazioni sui prodotti o richieste di informazioni, fare clic sui pulsanti sottostanti.
