
Osservazione e misurazione 3D delle condizioni di applicazione della saldatura a crema
Le saldature a crema, o paste a saldare, collegano e incollano un dispositivo a montaggio superficiale (SMD) con una scheda nella tecnologia a montaggio superficiale (SMT), il metodo più utilizzato per il montaggio delle PCB. Le condizioni di stampa o di applicazione della saldatura a crema influiscono notevolmente sulla qualità delle PCB. Questa sezione presenta le nozioni di base sulle saldature, il processo di montaggio delle PCB e i più recenti esempi di osservazione e misurazione delle saldature a crema che svolgono un ruolo importante nella valutazione per l'assicurazione della qualità, la ricerca e lo sviluppo di queste saldature.
- Nozioni di base sulle saldature
- Caratteristiche delle saldature a crema e di altre saldature
- Fasi della saldatura a rifusione e di altri metodi di saldatura
- Esempi di osservazione e misurazioni 3D delle condizioni di applicazione della saldatura a crema
- Un microscopio che migliora l'osservazione e l'analisi delle saldature a crema
Nozioni di base sulle saldature
Le saldature sono materiali metallici utilizzati per collegare i componenti elettronici a una PCB. Le saldature tipiche fondono a meno di 450°C (842°F) e vengono legate al rame nelle giunzioni su una PCB e si legano una volta indurite, un processo noto come saldatura.
La saldatura tipica utilizza un fondente per aumentare la permeabilità e la bagnabilità* delle saldature. I fondenti sono prodotti con resine botaniche come la colofonia. I fondenti hanno altri effetti, come la prevenzione dell'ossidazione durante il riscaldamento e la rimozione chimica delle pellicole ossidate e delle impurità dalle superfici metalliche.
Le saldature tradizionali (saldature eutettiche/saldature a base di piombo) contengono circa il 40% di piombo (63% di stagno e 37% di piombo). Con un punto di fusione di 183°C (361,4°F), queste saldature vengono riscaldate a circa 250°C (482,0°F) per l'incollaggio in applicazioni tipiche. Tuttavia, dal momento che il piombo ha un grave impatto sull'ambiente quando viene smaltito come rifiuto industriale, dal 2000 circa le saldature senza piombo sono il materiale più diffuso. Per utilizzare le saldature senza piombo, la temperatura di riscaldamento deve essere impostata a circa 30°C (54°F) in più rispetto alle saldature tradizionali. Per questo motivo, l'impostazione del profilo di temperatura per il processo di rifusione è importante nella saldatura a rifusione, che è il metodo più comunemente utilizzato per il montaggio superficiale. Questo uso diffuso deriva dal fatto che il montaggio può essere difettoso sulle PCB deformate da un riscaldamento eccessivo. Le saldature senza piombo hanno una bagnabilità inferiore a quella delle saldature tradizionali, il che può causare un difetto chiamato “sfere di saldatura”, a seconda delle condizioni della crema di saldatura applicata o del controllo della temperatura nel processo di rifusione. Le sfere di saldatura possono causare difetti o malfunzionamenti del circuito.
- SuggerimentiChe cos'è la bagnabilità?
- La bagnabilità è un concetto strettamente legato alla saldatura. La bagnabilità è la capacità della saldatura fusa di diffondersi su una superficie di contatto anziché essere respinta. La bagnabilità influisce notevolmente sulla forza della saldatura. Ad esempio, se una saldatura si indurisce senza diffondersi sufficientemente sulla base, o pad, di una PCB a causa di una bagnabilità insufficiente, il dispositivo montato può presentare problemi quali una minore forza di adesione, un contatto insufficiente e una scarsa conduttività, con conseguenti guasti alle apparecchiature.
-
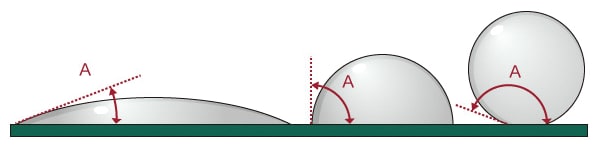
- Si può dire che la bagnabilità è maggiore quando l'angolo di contatto θ (A nella figura) è più vicino a zero gradi. Per la saldatura, una maggiore bagnabilità si traduce in una maggiore forza di adesione tra la scheda e i componenti montati. Un angolo di contatto θ estremamente elevato (bassa bagnabilità) può causare difetti di montaggio e, se la crema di saldatura si indurisce in modo sferico, generare sfere di saldatura che possono causare cortocircuiti. Per evitare questi problemi, è importante verificare la bagnabilità della crema di saldatura sulle basi prima dell'uso nei processi di montaggio automatizzati, in particolare nel processo di rifusione.
Caratteristiche delle saldature a crema e di altre saldature
La saldatura a crema, detta anche pasta a saldare, è una saldatura pastosa ottenuta dalla polvere di saldatura e dal fondente.
La saldatura a crema viene utilizzata per l'SMT, attualmente la modalità più usata. Nella produzione di massa, la crema di saldatura viene applicata alle superfici di una PCB tramite serigrafia e riscaldata in forni per saldare gli SMD.
In alcune applicazioni, vengono utilizzati robot distributori e stampanti a getto d'inchiostro per applicare la crema di saldatura secondo schemi specifici.
Altre forme di saldatura tipiche
Oltre alla saldatura a crema, le forme di saldatura tipiche sono le seguenti.
- Saldatura a filo
- La saldatura a filo ha l'aspetto di un filo. La saldatura a filo contiene filamenti di fondente. Il saldatore viene utilizzato per riscaldare e fondere direttamente la saldatura a filo per saldare gli SMD su una PCB. La saldatura a filo viene alimentata da una saldatrice a controllo automatico.
- Lega saldante in barrette
- Questa forma di saldatura viene utilizzata per la tecnologia di montaggio a foro passante (IMT), in cui i conduttori o gli elettrodi vengono inseriti in fori passanti su una PCB e saldati. Le barrette vengono fuse in un bagno di saldatura e utilizzate per la saldatura.
Fasi della saldatura a rifusione e di altri metodi di saldatura
La saldatura a rifusione è il metodo più comunemente utilizzato nel processo di montaggio automatico con SMT.
Nella tipica saldatura a rifusione, la crema di saldatura viene applicata alle superfici di una PCB secondo schemi specifici attraverso maschere metalliche mediante serigrafia. Gli adesivi vengono applicati anche agli schemi specificati per trattenere gli SMD che vengono montati automaticamente sugli schemi dal montatore. La PCB viene inserita in un forno a rifusione e riscaldata per incollare gli SMD. Questo processo è chiamato rifusione.
Gli SMD possono essere montati sull'altro lato della PCB capovolgendola. La saldatura a crema viene applicata sull'altro lato della PCB e su di essa vengono montati gli SMD. La PCB viene nuovamente riscaldata nel forno di rifusione. Il processo è illustrato nelle figure seguenti.






Altri metodi di saldatura tipici
Oltre alla saldatura a rifusione, esistono diversi altri metodi di saldatura. I metodi tipici utilizzati per la saldatura sono la saldatura manuale, la saldatura a controllo automatico e la saldatura automatica in linea.
- Saldatura con ferro
- La punta del saldatore viene riscaldata ad alta temperatura utilizzando un riscaldatore a filo di nichelcromo o un riscaldatore in ceramica e viene portata a diretto contatto con il filo di saldatura per riscaldarlo. Gli SMD vengono fissati alla PCB utilizzando un filo di saldatura fuso. Alcuni saldatori sono dotati di un'utilissima funzione di regolazione della temperatura per adattarla alla temperatura di fusione della saldatura. Oltre alla saldatura manuale, i ferri vengono utilizzati anche nelle saldatrici automatiche. Alcune applicazioni utilizzano apparecchiature con telaio a portale o bracci robotici dotati di saldatori per saldare gli SMD con precisione secondo le coordinate programmate dal controllo automatico.
- Saldatura a flusso
- La superficie inferiore di una PCB viene messa a contatto con la superficie di saldatura liquida, costituita da barre di saldatura fuse, in un bagno di saldatura per saldare gli SMD sulla PCB. Questo metodo è utilizzato principalmente per il montaggio di pacchetti dual in-line (DIP) dotati di conduttori. Esistono due tipi di bagni di saldatura utilizzati per la saldatura a flusso: il bagno statico, che mantiene i liquidi a riposo, e il bagno di saldatura a getto d'onda, che crea onde sulla superficie della saldatura liquida.
Esempi di osservazione e misurazioni 3D delle condizioni di applicazione della saldatura a crema
Quando la saldatura a crema, composta da polvere e fondente, viene stampata o applicata alle basi, la sua bagnabilità influisce notevolmente sulla qualità e sull'affidabilità del montaggio. La bagnabilità della saldatura a crema applicata può essere valutata con l'angolo rispetto al terreno. È inoltre importante osservare l'aspetto e misurare il volume e la forma della crema di saldatura per determinare come la saldatura in polvere e il fondente si sono distribuiti sulla base.
Tuttavia, è difficile mettere a fuoco l'intera crema di saldatura per l'osservazione a causa dei riflessi della luce e delle forme con differenze di altezza. È inoltre impossibile misurare la forma della crema di saldatura utilizzando strumenti di misura a contatto prima della saldatura a rifusione. Inoltre, è difficile misurare la saldatura a crema in tre dimensioni in modo preciso e quantitativo con i comuni microscopi.
Il microscopio digitale KEYENCE Serie VHX è in grado di catturare facilmente immagini ad alta risoluzione e completamente a fuoco, con qualsiasi angolazione o ingrandimento, e di effettuare misurazioni 2D/3D precise e senza contatto.
Di seguito sono riportati esempi di osservazione e misurazione della saldatura a crema applicata alle superfici di una PCB utilizzando la Serie VHX.
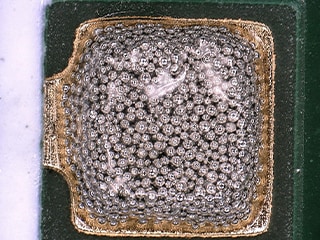
Osservazione ad alta risoluzione della saldatura a crema
Grazie all'ampia profondità di campo, il microscopio digitale della Serie VHX è in grado di acquisire immagini completamente a fuoco di saldature tridimensionali a crema applicate alle basi. Il sistema può inoltre utilizzare le funzioni di rimozione del riflesso anulare e dei bagliori in modo da eliminare gli effetti della riflessione della luce sulla crema di saldatura. Grazie a tutte queste funzioni, la Serie VHX è in grado di acquisire facilmente immagini 4K che mostrano chiaramente le condizioni microscopiche della saldatura in polvere e del fondente e i confini tra le basi e la saldatura a crema.
Inoltre, le condizioni di illuminazione possono essere determinate con la semplice pressione di un pulsante. Grazie alla funzione di Illuminazione multiangolare, che ottiene automaticamente i dati di illuminazione da tutte le direzioni, l'osservazione può essere avviata semplicemente selezionando un'immagine adatta. Vengono memorizzati i dati delle immagini ottenute in ogni condizione di illuminazione. Gli operatori possono osservare i dati del target in un secondo momento da diverse prospettive, selezionando un'immagine catturata in diverse condizioni di illuminazione. Non solo è possibile memorizzare le altre immagini scattate in condizioni di illuminazione diverse, ma è anche possibile riprodurre facilmente le impostazioni di illuminazione su un altro campione in qualsiasi momento.


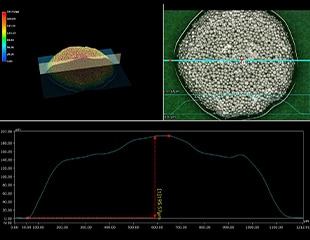
Misurazione 3D e misurazione del profilo della saldatura a crema
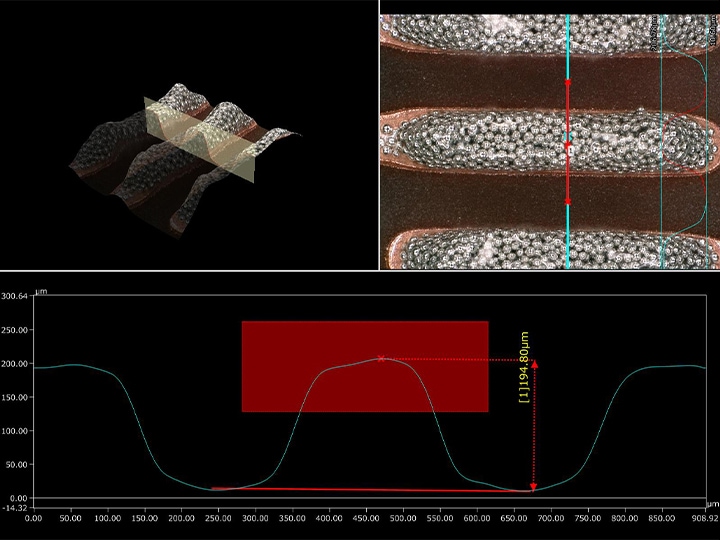
Il microscopio digitale della Serie VHX è in grado di acquisire facilmente un'immagine 3D completamente a fuoco, che mostra la struttura microscopica e la rugosità della superficie del campione, e di effettuare accurate misurazioni 2D/3D senza contatto. Le cause dei difetti di saldatura, come una quantità insufficiente di applicazione e giunti freddi, possono essere valutate quantitativamente in base al volume e alla forma della crema di saldatura.
Gli operatori possono anche misurare i profili semplicemente specificando la posizione desiderata con il mouse mentre guardano lo schermo. Le forme bidimensionali in sezione della saldatura a crema applicata in qualsiasi forma possono essere misurate in modo non distruttivo e senza contatto, il che è utile quando, ad esempio, la bagnabilità viene valutata in base all'angolo rispetto alle basi.

Un microscopio che migliora l'osservazione e l'analisi delle saldature a crema
Dal momento che le PCB e i dispositivi stanno diventando sempre più piccoli e densi, i produttori dell'industria dei dispositivi elettronici sono in competizione per garantire un'elevata qualità e creare nuove tecnologie prima della concorrenza. Il microscopio digitale della Serie VHX offre un vantaggio competitivo nel settore dei dispositivi elettronici.
La Serie VHX consente a qualsiasi operatore di acquisire rapidamente immagini ad alta risoluzione e completamente a fuoco e di catturare dati di misura accurati che possono essere esportati automaticamente in un report, aumentando l'accuratezza e riducendo il tempo dedicato alla ricerca e allo sviluppo e al controllo qualità.
Per ulteriori informazioni o richieste di informazioni sulla Serie VHX, fare clic sui pulsanti sottostanti.
