Presse meccaniche, Presse idrauliche e Punzonatrici
1. Panoramica
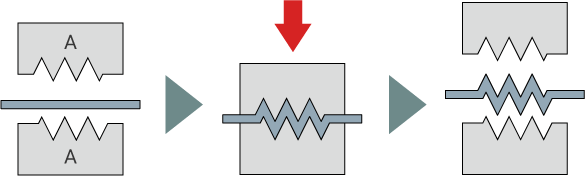
Nella formatura plastica, le presse giocano un ruolo centrale per dare forma ai materiali applicando una pressione. L'utilizzo di matrici consente di realizzare in breve tempo e in grandi volumi prodotti dalle forme complesse. Inoltre, la capacità di automatizzare la lavorazione della lamiera laminata attraverso il funzionamento continuo della pressa ne ha diffuso l'uso in un'ampia gamma di siti di lavorazione dei metalli.
Pressione applicata dall'alto
2. Presse meccaniche
Oggi, la maggior parte dei siti produttivi utilizza presse meccaniche. Ciò è dovuto ai vantaggi di una lavorazione rapida e di una manutenzione relativamente facile. Dato che nella lavorazione si ricorre sempre più spesso all'automazione, le presse meccaniche sono uno strumento vitale per la produzione in serie di parti metalliche. Inoltre, a differenza delle presse idrauliche, queste meccaniche hanno il vantaggio di essere esenti da perdite di fluidi.
Le presse meccaniche sono suddivise in varie tipologie in base al meccanismo di scorrimento dell'unità di pressatura. Il tipo più comunemente usato è il meccanismo a manovella, dove il moto di rotazione del motore viene convertito in moto di reciprocità verticale per mezzo di una manovella. Vi sono poi le presse a ginocchiera, caratterizzate da una maggiore forza grazie all'aggiunta di un giunto a snodo al meccanismo a manovella, e le presse link-drive che assicurano una maggiore produttività rispetto alle macchine a manovella.
3. Presse idrauliche
Una pressa idraulica pompa il fluido in un cilindro e utilizza la forza di compressione risultante per la formatura. Il controllo della pressione idraulica fornisce la flessibilità caratteristica del processo di formatura plastica. Un altro vantaggio è la possibilità di creare pezzi lunghi. In una tipica una pressa idraulica odierna, i suoi freni sono in grado di regolare la forza applicata in base al materiale e allo spessore del pezzo.
Le presse idrauliche convenzionali utilizzavano per lo più l'acqua come fluido confinato, ma con l'ingrandirsi del settore si è passati generalmente alle presse idrauliche a base di olio. I recenti progressi nel controllo numerico (computerizzato) hanno inoltre permesso uno stampaggio ad alta velocità e precisione controllato digitalmente.
Fra i vantaggi delle presse idrauliche ad acqua vi sono il fluido non infiammabile, la relativa facilità di manutenzione e i bassi costi di esercizio. Le grandi presse idrauliche sono inoltre in grado di esercitare forze di compressione di decine di migliaia di tonnellate.
Rispetto alle presse ad acqua, quelle idrauliche ad olio consentono un controllo più fine, per una formatura più precisa. I componenti metallici utilizzati nelle presse idrauliche a base di olio non sono inoltre soggetti a ruggine in quanto non si fa uso d'acqua. Attualmente, le presse idrauliche a base di olio sono più diffuse di quelle a base d'acqua.
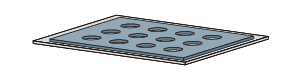
4. Punzonatrici
La punzonatura è un processo di formatura in cui per ottenere fori o forme nella lamiera si utilizza un utensile o una matrice. Le punzonatrici sono comunemente usate per i processi di punzonatura. La forza del punzone è di diverse decine di tonnellate e viene utilizzata principalmente per la formatura di materiali in lamiera.
Le punzonatrici che punzonano il materiale in lamiera con matrici attaccate a un portautensili chiamato torretta sono note come punzonatrici a torretta.
Pressione
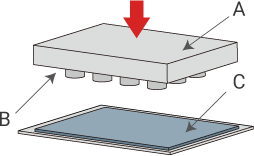
- A
- Portautensile con fissate le matrici
- B
- Matrici (stampi)
- C
- Pezzo in lamiera