Marcatori Laser
Marcatura Laser su Plastica
-
Tag:
- Marcatura laser , Incisione Laser , Automotive
Le materie plastiche variano in modo significativo nella loro composizione chimica e possono reagire in modo diverso al calore o ai processi di marcatura laser come l'incisione e il taglio; quindi, per ottenere risultati ottimali è necessario scegliere una macchina compatibile con il materiale e i requisiti specifici.
Marcatura Laser Diretta su componenti in Plastica
La marcatura laser è una tecnica affidabile ed economica che viene spesso utilizzata per marcare parti in plastica. Incidendo con precisione le superfici in plastica con il laser, questo dispositivo produce marcature permanenti e di alta qualità. Inoltre, queste marcature causano una distorsione minima e sono resistenti agli agenti chimici, all'abrasione e alle temperature estreme. Le plastiche più comuni da marcare al laser sono plastica ABS, epossidica e PET. Quando si marcano a laser prodotti in plastica, la luce laser non penetra nel materiale; al contrario, ne modifica chimicamente o termicamente la superficie in base all'intensità della potenza del laser all'interno del fascio di luce.
Le marcature laser possono essere utilizzate in applicazioni come i loghi di marchi incisi su vari elettrodomestici ed apparecchi elettronici portatili, i numeri di parte stampati su componenti automobilistici come le pinze dei freni o i numeri di serie incisi su strumenti medici. Essendo uno strumento indispensabile per la personalizzazione e la customizzazione, la marcatura laser su plastica si è rivelata un'opzione interessante per i produttori di numerosi settori.



Tipi di dispositivi per Marcatura Laser su Plastica
La marcatura laser su plastica si differenzia da quella su altri materiali per le proprietà termiche della plastica. Quando la plastica viene esposta al calore, lo trattiene. Bloccando il calore, può causare distorsioni o rigonfiamenti dovuti alla sensibilità al calore. Per questo motivo, la marcatura laser su plastica richiede una macchina di marcatura laser che eserciti un calore minimo. Può trattarsi di una macchina di marcatura laser UV o ibrida.
Marcatore Laser UV
I laser UV sono utilizzati per la marcatura laser su plastica perché effettuano marcature mediante un processo chiamato “marcatura a freddo”. Poiché operano a una lunghezza d'onda molto più corta rispetto ai laser standard (355 nm contro 1064 nm), sono in grado di trattare la superficie del materiale in assenza di calore. Ciò consente di ottenere un livello di contrasto maggiore senza danneggiare il materiale.
Marcatore Laser Ibrido
Le macchine di marcatura laser ibride utilizzano la combinazione di un laser YVO4 e di un laser a fibra per la marcatura laser su plastica. Insieme, questi laser producono una lunghezza d'onda di 1064 nm con impulsi brevi e una potenza di picco di 200 kW. La potenza di picco notevolmente superiore consente una marcatura di alta qualità senza provocare i danni termici che spesso si verificano con un laser a fibra standard.
Marcatore Laser a CO2
I marcatori laser a CO2 utilizzano un elevato livello di calore per “fondere” la superficie dei materiali, realizzando un segno in rilievo o inciso. Questo metodo non si basa sul contrasto cromatico, ma offre una marcatura durevole e permanente su plastica, legno, ceramica e altri materiali. La marcatura laser a CO2 è comunemente utilizzata per la marcatura e l'identificazione dei prodotti in una vasta gamma di settori.
Marcatura Nera su Plastica
La marcatura nera su plastica si ottiene utilizzando le radiazioni laser su materiali plastici tipicamente di colore più chiaro per creare marcature vivide e a contrasto. Questa tecnica consente di ridurre al minimo i danni causati dalla marcatura del target.


Marcatore laser ibrido a 3 assi Serie MD-X

Marcatore laser UV a 3 assi Serie MD-U
Marcatura Bianca su Plastica
La marcatura bianca su plastica si ottiene utilizzando la radiazione laser su materiali plastici di colore tipicamente più scuro per creare marcature altrettanto gradevoli e a contrasto. Inoltre, con questa tecnica si riducono al minimo i danni causati dalla marcatura del target.

Marcatura bianca su connettore in plastica ABS
Marcatore laser ibrido a 3 assi Serie MD-X
Marcatore laser UV a 3 assi Serie MD-U
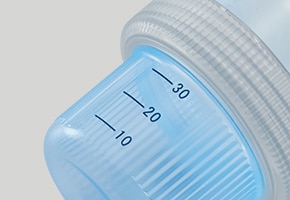
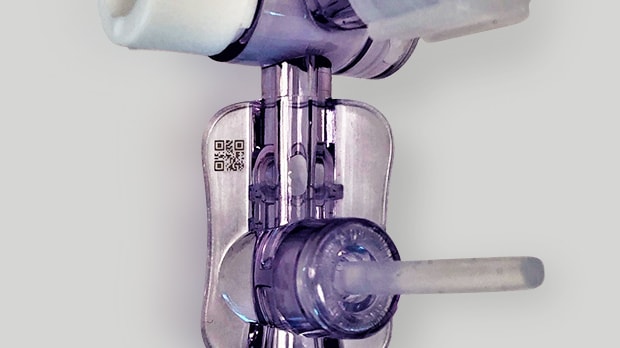
Marcatura Laser su Plastica Trasparente
La marcatura su plastica trasparente viene realizzata utilizzando la radiazione laser sul materiale, che generalmente presenta una leggera colorazione, per realizzare marcature ad alto contrasto. A seconda della composizione del materiale delle parti trasparenti, le marcature possono diventare più scure o più chiare dopo aver reagito con il raggio di marcatura laser assorbito.

Marcatore laser a CO₂ a 3 assi Serie ML-Z
Marcatore laser UV a 3 assi Serie MD-U
Lavorazione Laser della Plastica
La lavorazione laser della plastica può consistere in diverse forme, come il taglio, la scrostatura, la foratura o la pulizia. Alcuni di questi processi sono utilizzati per garantire una qualità migliore, mentre altri possono eliminare la necessità di utilizzare prodotti chimici o altre soluzioni.
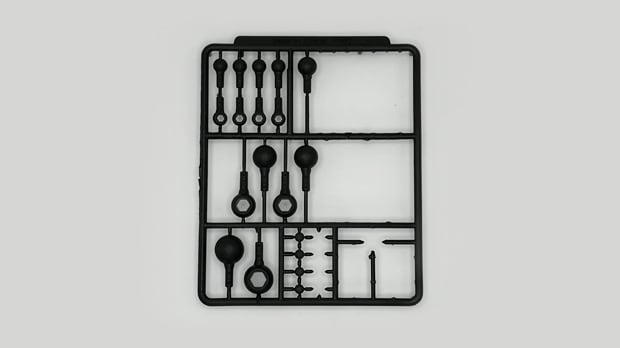
Taglio di gate in plastica
Marcatore laser ibrido a 3 assi Serie MD-X
Marcatore laser UV a 3 assi Serie MD-U
Principali tipi di Marcatura Laser su Plastica
Quando si parla di marcatura laser su plastica, esistono alcuni processi principali per ottenere i risultati desiderati.


Rimozione della Vernice
Rimuovere la vernice o la stampa dalla superficie di destinazione per far risaltare il contrasto con il colore del materiale di base.
(Esempio) Interruttore del quadro strumenti di un'automobile
La scrostatura della vernice ha acquisito popolarità grazie alla sua semplicità e convenienza. I metodi tradizionali (come la stampa e lo stampaggio) richiedono una sostituzione completa della lastra quando si modifica il progetto. Con un marcatore laser, è possibile modificare i layout semplicemente cambiando il programma. Ad esempio, nel caso dell'interruttore di cui sopra, se il produttore volesse stampare sulla parte superiore dell'interruttore, sarebbe necessaria una lastra di stampa personalizzata. La marcatura laser semplifica questo compito, in quanto consente di staccare semplicemente la vernice, risparmiando tempo e denaro.

Rimozione dello strato superficiale
Rimuovere/incidere lo strato superficiale con un laser.
(Esempio) Mezzo taglio
La rimozione dello strato superficiale aiuta a scoprire i materiali sotto i rivestimenti comuni, come vernice, alluminite e altro ancora. Rimuovendo questi rivestimenti con questo processo, si crea un punto di messa a terra per raggiungere meglio ciò che sta sotto. In questo modo si aprono nuove possibilità di creatività o di risoluzione dei problemi di marcatura sulle superfici plastiche.
Un marcatore laser può essere utilizzato per elaborare facilmente una sezione di taglio. Le lame fisiche sono utilizzate comunemente in questi scenari, ma sono difficili da regolare e richiedono molto tempo per essere sostituite. Inoltre, le lame fisiche devono essere sostituite spesso (con costi elevati) e c'è il rischio che la lama si stacchi e rimanga nel prodotto.
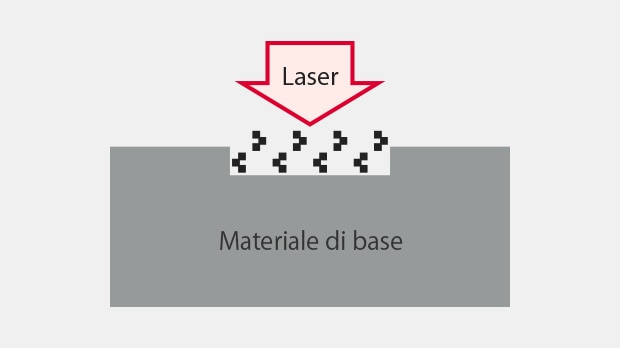
Sviluppo del colore
Irradiare un target di plastica con un laser per sviluppare un colore nel target stesso.
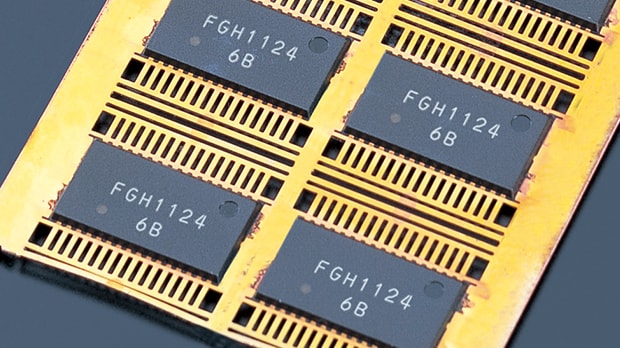
(Esempio) Marcatura ad ampio raggio su integrazione su larga scala
Lo sviluppo del colore viene utilizzato per creare colori brillanti su target in plastica senza danneggiare o incidere il materiale. Questa tecnica comune consente una personalizzazione con disegni creativi e unici. L'utilizzo di radiazioni laser per sviluppare un colore invece di incidere la plastica riduce al minimo i danni derivanti dalla marcatura del target.
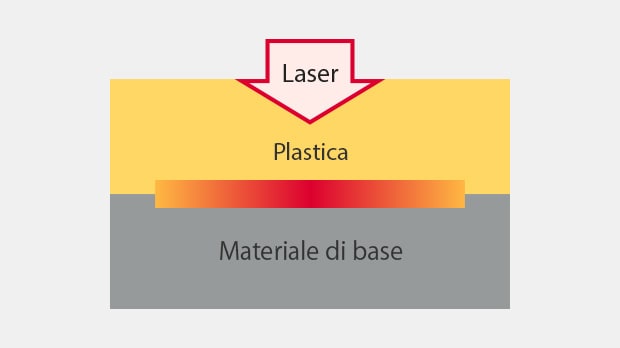
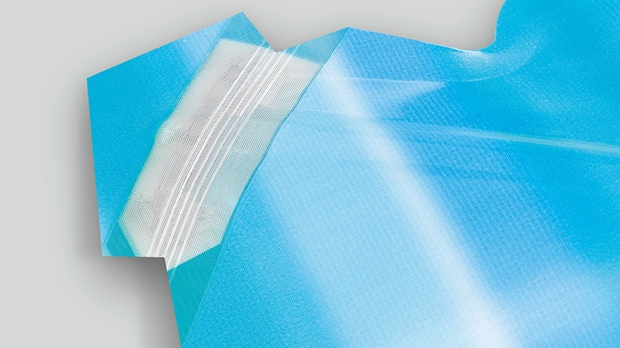
Saldatura
Utilizza il calore della radiazione laser per saldare e unire componenti in plastica.
(Esempio) Saldatura di plastica trasparente e plastica colorata
La saldatura a radiazione laser offre un metodo affidabile ed efficiente per saldare componenti in plastica, con l'ulteriore vantaggio dell'assenza di vibrazioni, che potrebbero incidere negativamente sulla qualità del prodotto. Non essendo a contatto durante il processo, i prodotti delicati rimangono intatti, eliminando le potenziali imperfezioni o i danni che potrebbero verificarsi a causa di sbavature.
Qualunque sia la tecnica scelta, la marcatura laser garantisce chiarezza, precisione e visibilità e rappresenta la scelta ideale per ottenere risultati a lungo termine nelle applicazioni su plastica.
Le future tendenze della Marcatura Laser su Plastica
In passato, i produttori utilizzavano la stampa o l'etichettatura per marcare la plastica per i marchi di tracciabilità, i codici a barre o altre identificazioni. Tuttavia, la stampa e l'etichettatura hanno effetti negativi, come l'uso di materiali di consumo e la possibile contaminazione quando la marcatura si consuma.
Ora che la marcatura laser su plastica sta avanzando e si sta evolvendo più rapidamente rispetto alle macchine per la stampa o l'etichettatura, stanno emergendo novità per le macchine per la marcatura laser, come la memorizzazione dei dati e un software aggiuntivo per la marcatura. Inoltre, la marcatura laser su plastica sta assumendo forme e dimensioni più piccole grazie alla precisione del raggio.



